
パンチングメタルとは⑦
第7回(たぶん最終回):理想の一枚に出会う!パンチングメタル選びと「コスト」の考え方
1. 導入:パンチングメタル探しの旅、完結!
これまで6回にわたりお付き合いいただきありがとうございました。 最終回(たぶん)は、これまでの知識を総動員して、実際にパンチングメタルを手に入れる際の「選び方」、そして気になる「コスト」を抑える賢いコツをお伝えします!
2. 失敗しないための「5ステップ」チェックリスト
ステップ①:素材を決める(コストに直結!)
鉄(スチール): 最も安価。ただし錆びやすいため、室内利用や塗装が前提。鉄の中にも生地材やメッキ材などがあります。
アルミ: 鉄より高いが軽く、加工しやすい。アルミの中にもA1100材やA5052材、アルマイト処理材などがあります。
SUS(ステンレス): 最も高価。しかし、耐久性が抜群なので「長く使うなら結局おトク」になることも。SUS材のなかにもSUS304・SUS430さらに表面研磨材など種類が豊富です。
ステップ②:規格在庫品か、オーダー品か
コストを抑える最大のコツは「規格在庫品(すでに作られて在庫があるもの)」から選ぶこと。
規格品: 安くて納期も早い。ただし規格品の多くは定尺材(鉄だと914x1829や1219x2438 アルミだと1000x2000や1250x2500 SUS材だと1000x2000や1219x2438)で製作されているので1枚の板を購入してから二次加工として切断加工などで必要サイズに仕上げる流れになります。
オーダー(特注): 穴の形やパターン、板のサイズを自由に決められるが、金型代や加工費でコストは上がる。設計から相談できるので必要なサイズや必要な場所へのパンチング加工が可能。ほとんどの場合で各社保有の金型であれば新規で金型の製作は必要ないことが多い。
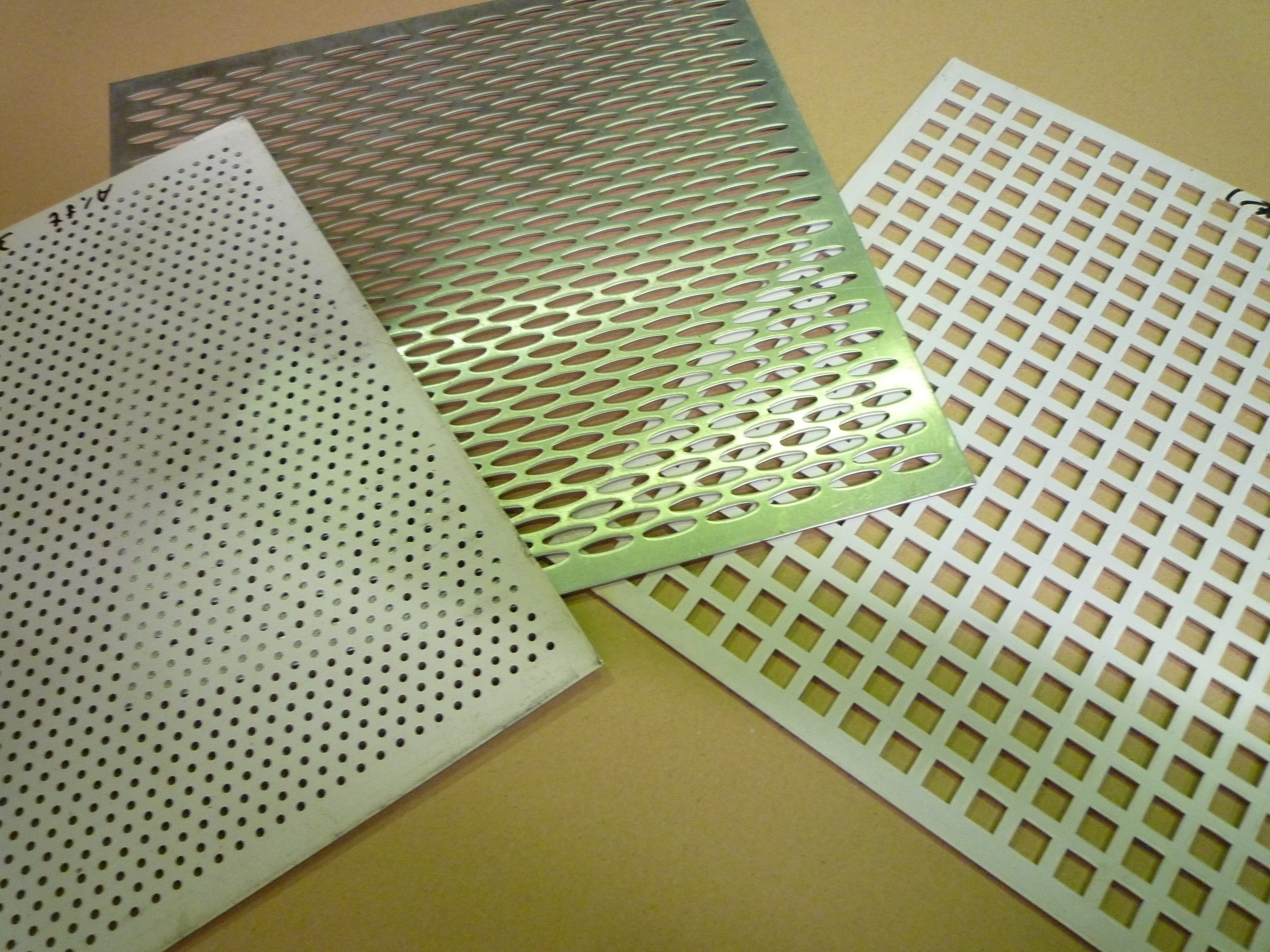
ステップ③:穴の形とサイズ(定番を選ぼう)
特別な形(星形など)は専用の金型が必要になり、コストが上がります。 こだわりがなければ、「丸穴」の定番パターンを選ぶのが最も経済的で、パンチング加工の費用も抑えられます。
コスト重視です。と伝えれば安価な製作方法をご提案していただける場合が多いです。
ステップ④:開口率と「歪み」の相談
第6回でお話しした通り、開口率が高すぎると「歪み」が出やすくなります。 無理な設計は、設計段階で「加工不可」であったり「歪みはノークレーム」と注意書きが入ること……。あらかじめ「どの程度まで歪みが許容できるか」を相談するのが、隠れた節約術です。
ステップ⑤:配列を決める
「千鳥」か「並列」か。基本的にはどちらを選んでも大きくコストは変わりませんが、規格品として多く出回っているのは「60°千鳥」です。
3. 【活用術】コストパフォーマンス重視の選び方例
「ガレージの壁に安く使いたい!」 → 鉄(スチール)の規格品を選び、自分で塗装する。
「キッチンの水回りで長く綺麗に使いたい!」 → 最初は高くても、錆びないステンレスの規格品を選ぶ。(買い替えコストを減らす!)
- 「材質も板厚もなんでもいいから穴を塞ぎたい。出来るだけ安く・・・」→大きさなどが分かれば残材などで通常より安く手に入る「場合」もあります
4. 最後に:パンチングメタルが繋ぐ「機能」と「美」
パンチングメタルは、ただの「穴の開いた板」ではありません。 そこには、空気を通し、光を操り、重さを削ぎ落としながら、中身をしっかり守るという、数千年にわたる人類の知恵が詰まっています。
コストと性能のバランスを見極め、あなたにとって最高の一枚を見つけてください。もし迷ったら「迷わずお問合せ」で。
最後までお読みいただき、ありがとうございました!